
FILLETSCAN 焊缝跟踪系统
基于Camera原理,用于机器人扫描飞行焊接的角焊缝位置识别和激光光束引导,实时同轴高精度焊缝跟踪。高频相机实时采集焊接区域图像,并通过检测算法测量激光束位置和焊缝位置并提供给扫描焊接头控制器,实现焊接位置的在线快速校正,焊接过程和焊接工艺参数记录,确保角焊缝获得最佳焊接质量。应用客户,沈阳宝马,卡斯马、重庆金康等。
同轴实时焊缝跟踪
FILLET SCAN 相机和照明单元集成并共用Blackbird IntelliWELD 30 FC V 振镜焊接头的内部光路,实现照明激光光路、相机光路与激光加工光路同轴,最短1.5mm的前置跟踪距离可实现整个扫描区域无方向性的在线焊缝跟踪,焊接过程可视化和过程监控实现稳定的焊缝质量。
焊缝位置闭环控制
高频相机以300HZ连续采集高分辨率图像,图像处理算法分析每个记录的图像,计算出焊缝的实际位置,通过UDP通信协议将焊缝位置数据传送到Blackbird控制器以调整激光光束始终在焊缝位置,最高可支持14m/min的飞行焊接角焊缝实时跟踪,实现高效稳定的精准焊接。
焊接过程可追溯
通过窄带滤波器有效抑制焊接过程光对相机采集图像的干扰,确保采集图像的清晰稳定,实现焊接过程实时可视化。UDP接口用于与Blackbird控制器交换焊接工艺参数及质量信号,并被完整保存于焊接过程视频文件,为质量追溯提供了有关过程参数的证据。
卓越工业设计
得益于精巧的模块化设计,Filletscan系统相机模块和照明模块具有体积小,重量轻,与振镜焊接头集成后干涉轮廓小等优点,同时具备IP64防尘性能,确保激光焊接环境下稳定工作。

汽车白车身四门角焊缝焊接
适用于汽车白车身四门角焊缝焊接系统-远程激光飞行焊接
适用于电池硬壳角焊缝焊接的焊缝跟踪功能
| 序号 | 参数项目 | 参数值 |
|---|---|---|
| 1 | 黑鸟扫描控制单元的焊接速度 | 高达 14 m/min |
| 2 | 轨道控制精度 | 0.1 mm Max |
| 3 | 最大边缘偏移 | ±1.5 mm |
| 4 | 照明激光输出功率 | max. 60 W |
| 5 | 照明激光波长 | 808 nm |
| 6 | 横向光束宽度 | 20° to 80° |
| 7 | 纵向波束宽度 | −10° to 10° |
| 8 | 影像率 (400 px × 400 px) | 300 fps |
| 9 | 相机分辨率 | 60 px/mm |
| 10 | 图像的像素尺寸 | max. 600 px × 600 px |
| 11 | 最大图像尺寸 | 10 mm × 10 mm |
| 12 | 焊接方向的预处理面积尺寸 | max. 5 mm |
| 13 | 焊接方向的预处理面积尺寸 | max. 5 mm |
| 14 | Scanlab intelliWELD 30 FC V提供放大 | 1:6 |
| 15 | 内部数据接口 (incl. 8 m and 15 m cable) | Gigabit Ethernet |
| 16 | 内部传感器/执行部件接口(with camera) | CAN-BUS |
| 17 | 外部接口(with BB SCU) | Ethernet UDP |
| 18 | WELDEYE 相机模块尺寸 | 53 mm × 62 mm × 260 mm |
| 19 | WELDEYE 照明模块尺寸 | 60 mm × 62 mm × 136 mm |
| 20 | 重量 | ca. 2.7 kg |
| 21 | 外接电源 | 230 V |
| 22 | 内接电源 | 24 V / max. 5 A |
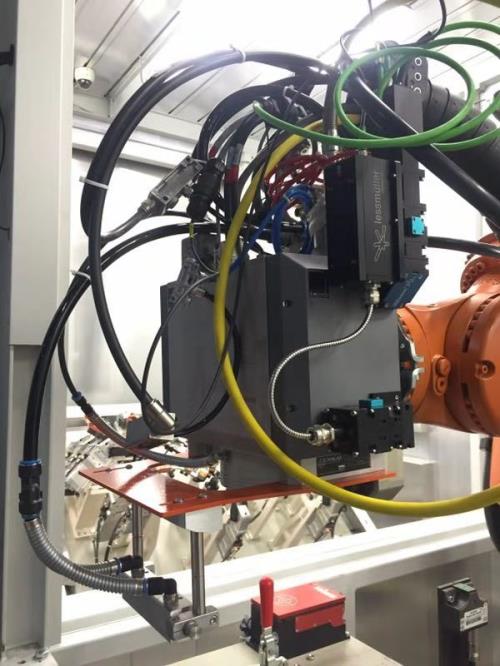
硬件

Filletscan相机模块Camera CM3.0

Filletscan照明模块
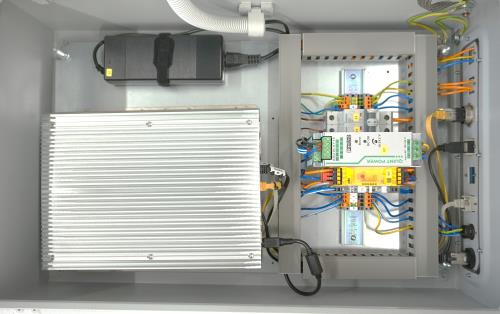
Filletscan控制柜Control Cabinet
软件
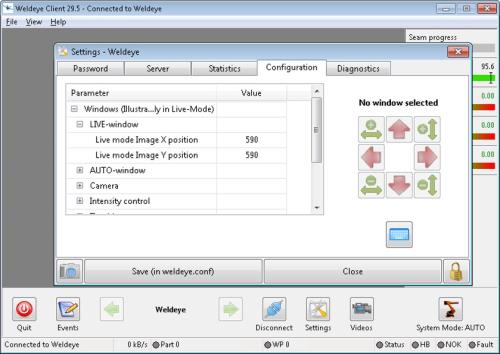
Weldeye Client软件
用于参数设置、实时焊接过程监控及可视化
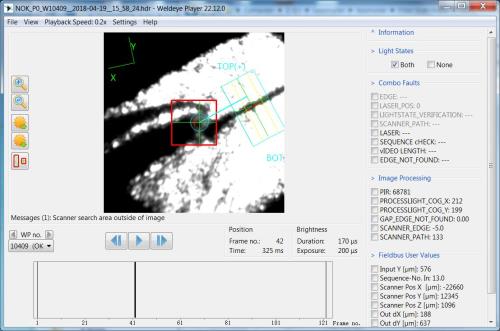
Weldeye Player软件
用于焊接过程记录video的播放及工艺参数的回溯查看